
Table of Contents
The crushing of chestnut-size (1-5/8 by 13/16 inch) Pennsylvania anthracite in four commercial crushers (impact, jaw crusher, hammer mill, and gyratory types) was studied by the Bureau of Mines to determine which could produce the largest proportions of buckwheat Nos. 1 and 2 sizes (9/16 by 3/16 inch). Single pass dry and wet crushing techniques and the effect of stage crushing were evaluated. Calculations were made to show the effect of closed-circuit reduction on production rates and yield of the various sizes.
The data show that the gyratory crushers produced the greatest percentage of the desired sizes. A ring-type hammer mill produced the greatest tonnage of buckwheat No. 1 and rice (14.9 tons per hr.) during dry grinding tests, but the yield of these sizes was only about 55 percent, as compared with 62 to 70 percent for the gyratory crushers. The impact and jaw crushers produced the smallest amount of buckwheat and rice and the largest quantity of oversize material.
The addition of water to the crusher feed reduced the capacity of both jaw and cone crushers but did not appreciably affect the sizes produced. However, when water was used in a gyrasphere crusher at the rate of 135 gallons per ton, the yield of buckwheat and rice declined 12 percent, while a small increase occurred in crushing capacity.
Stage crushing with the gyrasphere unit increased total output 26 percent and the yield of buckwheat and rice by 32.6 percent. Although closed-circuit operation of the same machine did not affect the output of buckwheat No. 1 and rice, it did eliminate oversize and increased the percentage of “on size” product and undersize produced. However, closed-circuit reduction, which will provide increased capacity equal to the recirculating load, will yield increased tonnages of the desired sizes at the same rate of recovery.
In general, hammer-mill or gyratory crushers are recommended as secondary reduction devices where conventional roll crushers are not producing enough buckwheat No. 1 and rice. However, the most practical method would be stage crushing, using rolls and gyratory units to decrease the amount of oversized material. A closed-circuit final stage, using a hammer-type mill, would then be used to reduce all the oversized coal, if desired.
Introduction
The anthracite industry has concentrated its efforts on producing maximum quantities of clean, uniformly sized product for the domestic market. The sizes most commonly used for domestic space heating are lump, broken, egg, stove, chestnut and pea, ranging in size from 6 inches to 9/16 inch. That concentration of effort naturally resulted in the development of mining methods, preparation techniques, and equipment that would insure the maximum production of these larger sizes.
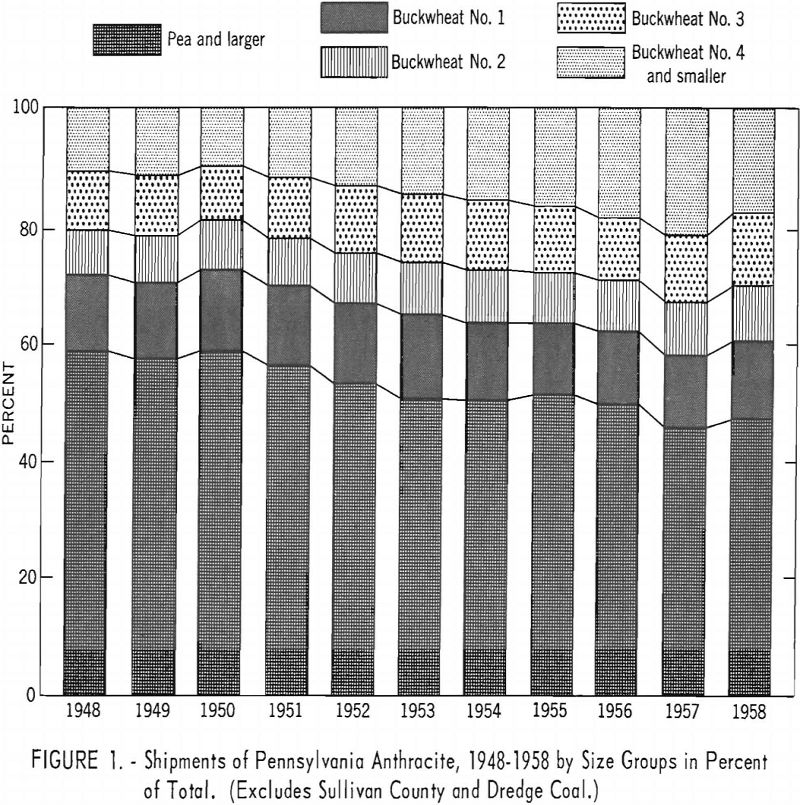
Total production of Pennsylvania anthracite has declined rapidly in recent years. For example, shipments totaled 54 million net tons in 1948 but had fallen to 20 million tons by 1958. However, the demand for the domestic sizes has decreased more rapidly than for the smaller steam sizes. Shipments of buckwheat No. 1 and smaller have increased from about 41 percent of the total in 1948 to about 55 percent in 1957. In 1956, for the first time in the history of the industry, shipments of buckwheat No. 1 and smaller sizes exceeded shipments of pea and larger. In 1948 buckwheat No. 4 and smaller accounted for slightly more than 10 percent of total shipments, while by 1957 they aggregated 22 percent. This growth emphasizes the rising importance of industrial users in the overall anthracite marketing picture. Figure 1 illustrates graphically shipments of Pennsylvania anthracite, 1948-58, by size groups, in percent of total.
The data in figure 1 also demonstrates the relative stability of the market for buckwheat No. 1, rice, and barley. Buckwheat No. 1 and rice are used largely as automatically fired domestic fuels.
Because of the dominant position in the market assumed by the smaller sizes, their preparation requires increasing attention. As the large space-heating sizes command the highest prices, a basic consideration is to produce as much large-sized fuel as the market will absorb. Hence, the problem of increasing the production of steam sizes becomes one of grinding the surplus domestic sizes to produce the desired quantity of industrial coal.
This report describes one phase of a study planned to investigate anthracite size reduction where conventional roll-crushing practices are inadequate. When the work was begun, the industry was confronted with large surpluses of chestnut and an unfilled demand for buckwheat No. 1 and rice sizes. Hence, the immediate objective of the work was to find methods of crushing chestnut
size to yield maximum quantities of buckwheat No. 1 and rice. The need to present information on equipment that could be installed in existing breakers at minimum cost was also inherent in this investigation.
History of Anthracite Crushing Practices
Small power-driven, toothed, cast-iron rolls were first used to break anthracite in 1844. Before that time, men with hammers, who stood on perforated cast-iron plates, broke the large lumps into the commercial sizes. Since the introduction of mechanical breaking, there has been a gradual evolution of the roll to the point where it is now considered a highly-satisfactory piece of equipment for producing domestic-size anthracite.
The most important single development in roll design was the introduction in 1912 of the compound-geared slow-speed roll. Its peripheral speed was reduced from 1,000 to 300 feet per minute, and the production of undersize was reduced to a minimum. However, since the advent of the slow-speed roll, anthracite crushing practices have remained relatively static.
Many different tooth designs have been used during the development of this equipment. The main types are the pyramid shape and the hawk-bill, both of which may be made in plain or hollow-ground designs. The spacing and height of the roll teeth are arranged so that no piece of coal larger than that to which the feed is broken can pass through the teeth without being broken. No crushing action takes place between the faces of the roll bodies.
Stage crushing, which employs a series of rolls, with intermediate screening, has become the accepted anthracite size-reduction method. This method reduces egg coal to stove, stove to nut, nut to pea, and pea to buckwheat, with secondary returns and recycling if a larger percentage of any one size is required. The addition of extra sets of rolls to produce the smaller sizes results in extremely high-cost breaker installations and may not be warranted unless sales of the entire range of sizes are sufficient to justify the investment.
Description of Equipment
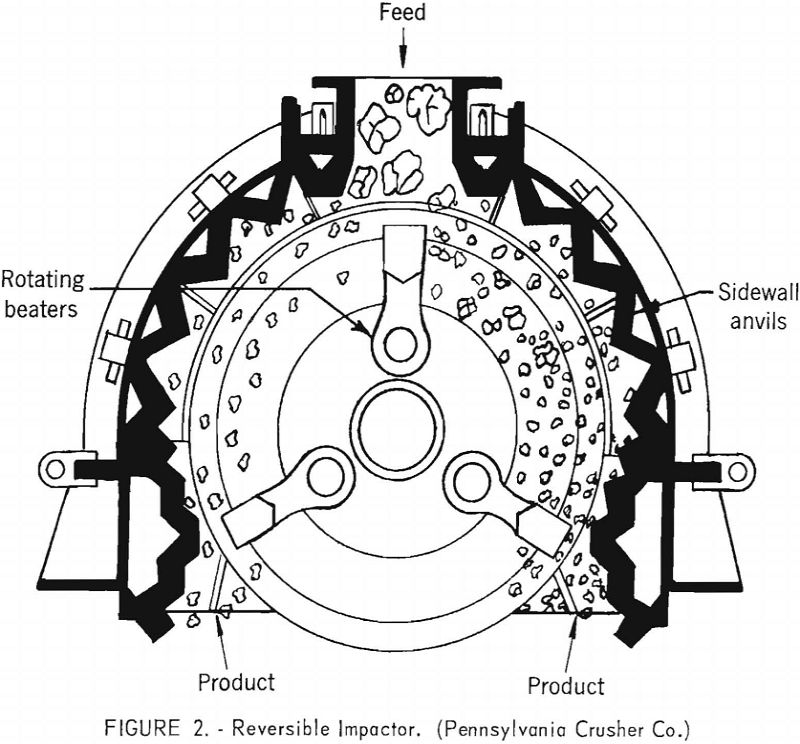
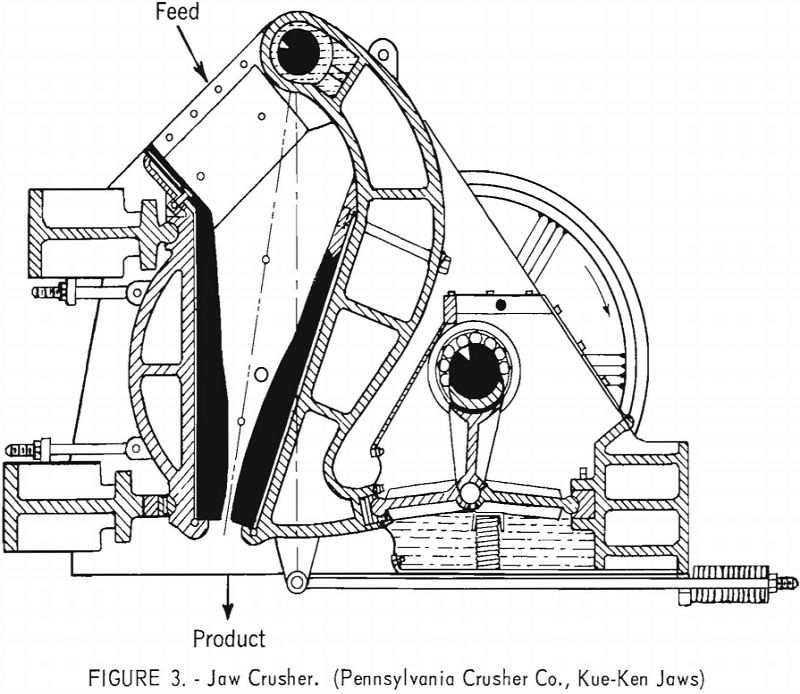
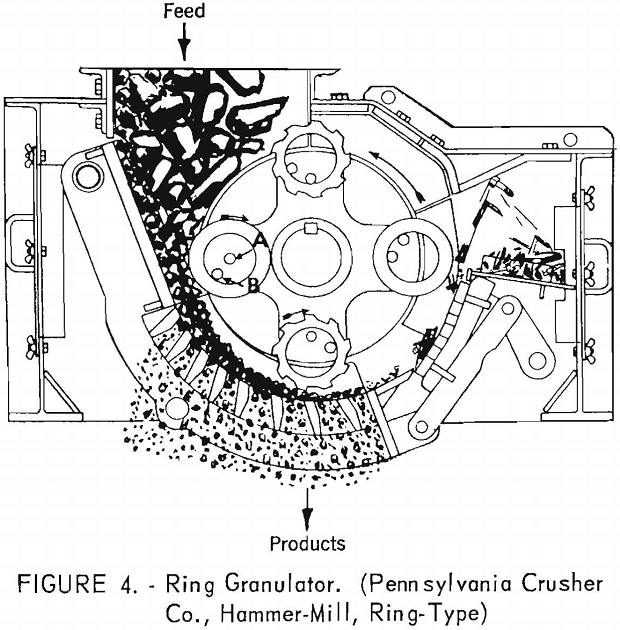
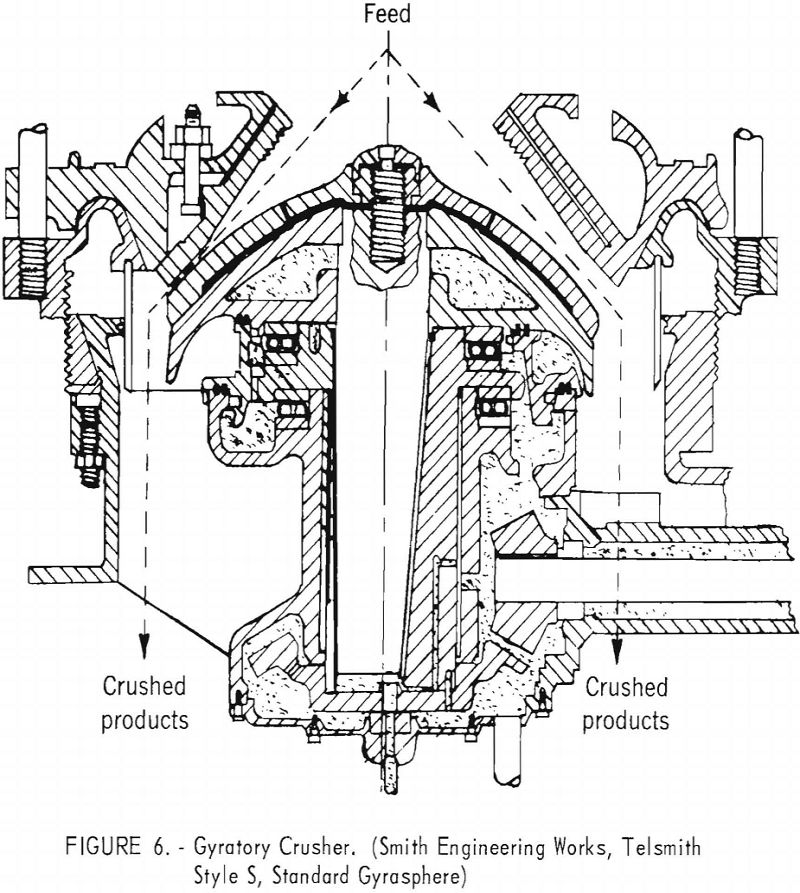
Five non-roll commercial-size crushers were investigated, including impact, jaw, hammer-mill and gyratory types. Cross sections of each machine are shown in figures 2, 3, 4, 5, and 6.
The Pennsylvania reversible impactor has a rated capacity of 30 to 40 tons per hour for dry limestone and operates upon a principle which closely approximates that of free-fall impact crushing. Feed drops into the path of three rotating beaters, which strike the material and throw it against the side-wall anvils, from which it rebounds into the beaters. That action continues until the product discharges from the crusher bottom. Control of product size is accomplished by changing the beater speeds.
The Pennsylvania Kue-Ken jaw crusher depends on direct compression between the stationary and moving jaws for size reduction. The machine used had a rated capacity of 10 tons per hour for dry limestone at a ½-inch jaw opening.
The ring-type hammer mill, called the Pennsylvania rolling-ring granulator, uses impact and rolling compression as the crushing principle. It is designed for primary and secondary reduction of run-of-mine, or smaller, bituminous coal and other friable material to a product of which 85 to 90 percent will pass a ¾-inch screen opening. Product size depends on mill speed and size of the grate bar openings. The catalog capacity was 25 tons per hour of bituminous coal.
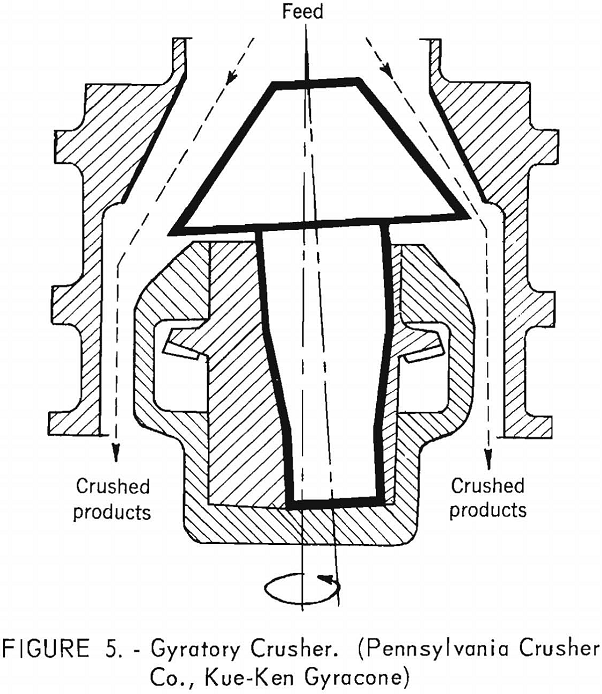
The first gyratory crusher studied was a Pennsylvania Kue-Ken gyracone, with a catalog capacity of 17 tons per hour of dry limestone at a shaft speed of 1,050 r.p.m. The crushing head of this device is a truncated cone designed for secondary and fine reduction, using impact and compression principles. The second gyratory crusher used was a Telsmith Style S gyrasphere, with a catalog capacity of 17 to 22 tons per hour of limestone. The crushing principle is the same in both devices, the second differing only in the shape of the crushing head, which is spherical and shorter in depth than the Pennsylvania gyracone.
Experimental Procedures and Results
Following discussions with industry preparation engineers, Eastern Middle field anthracite was selected for the tests as it was believed to be one of the hardest and the most difficult anthracites to crush. In addition, roll-crushed anthracite from this field produces a maximum of conchoidal, blocky-fracturing products, and would provide a measure for comparing similar abilities of non-roll-type crushers.
Chestnut-size was selected because it is the smallest domestic size over which roll-crushing techniques have close control. As much industry testing has been done on producing both maximum and
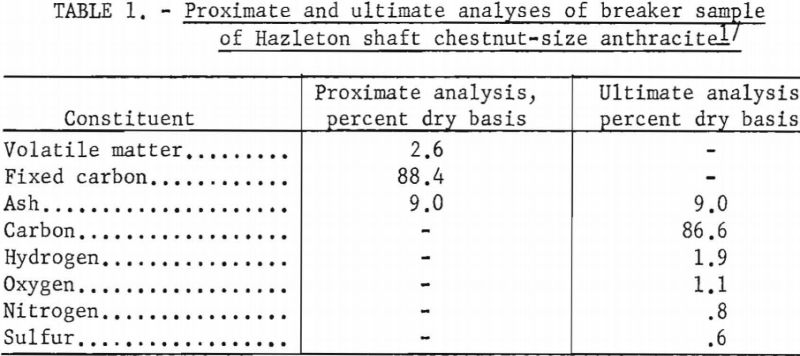
minimum quantities of chestnut by roll crushing, it was believed that crushing chestnut in nonroll devices would provide the best basis for comparing both types of crushers. A typical proximate and ultimate analysis of the anthracite used is shown in table 1.
The test samples were collected from loading chutes at an Eastern Middle field breaker, using standard Bureau sampling procedures. In normal preparation practice chestnut size may contain as much as 7.5 percent oversize and 15 percent undersize. To eliminate the effect of a variable size consist on the reproducibility of crushing data, the oversized and undersized fractions were removed and only “on-size” material was fed to the crushers. Specifications for the various sizes of standard anthracite are shown in table 2.
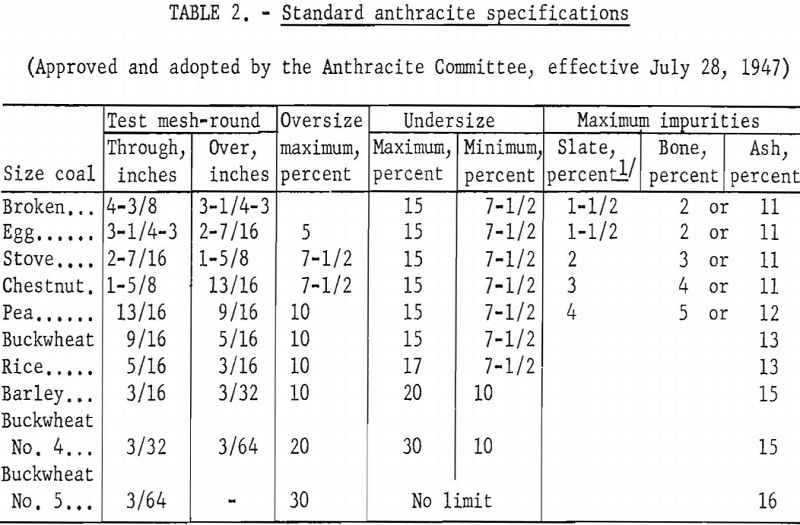
Note: A tolerance of 1 percent is allowed on the maximum percentage of undersize and the maximum percentage of ash content. The maximum percentage of undersize is applicable only to anthracite as it is produced at the preparation plant. Slate is defined as any material which has less than 40 percent of fixed carbon. Bone is defined as any material which has 40 percent or more, but less than 75 percent of fixed carbon.
As the operating characteristics of the machines were not known, preliminary runs were made to determine the speed and discharge settings necessary to obtain maximum production of buckwheat and rice sizes. One hundred pounds of dry coal was used for these tests. When the most favorable settings were determined, the characteristics of each machine were explored in detail, including determination of the lightest sample that would yield reproducible results, the effect of wet and dry crushing, stage versus one-pass reduction, and calculation of the results of closed-circuit crushing.
The first four crushers described (figs. 2, 3, 4, and 5) were in the laboratory of the Pennsylvania Crusher Co., Norristown, Pa.; thus, the tests involved transporting the feed and crushed products to and from the Anthracite Experiment Station.
To reduce materials handling, a number of tests were made to determine the smallest test increment that would yield reproducible data. Samples weighing 100 and 500 pounds each were crushed. The second gyratory crusher was installed in the Anthracite Experiment Station laboratory where 1,000-pound samples were also checked. The summary results shown in table 3 indicate that the weight of the samples had little effect on the sizes produced. Calculated tonnages were slightly higher for all machines, except the Pennsylvania gyracone. Detailed results of a single-pass dry-crushing operation for all machines studied are given in table 4.
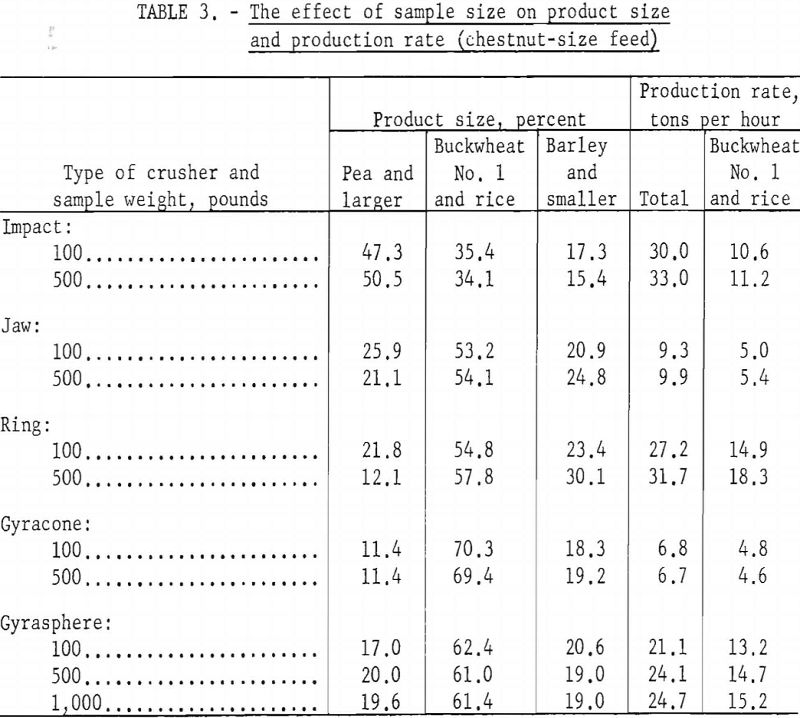
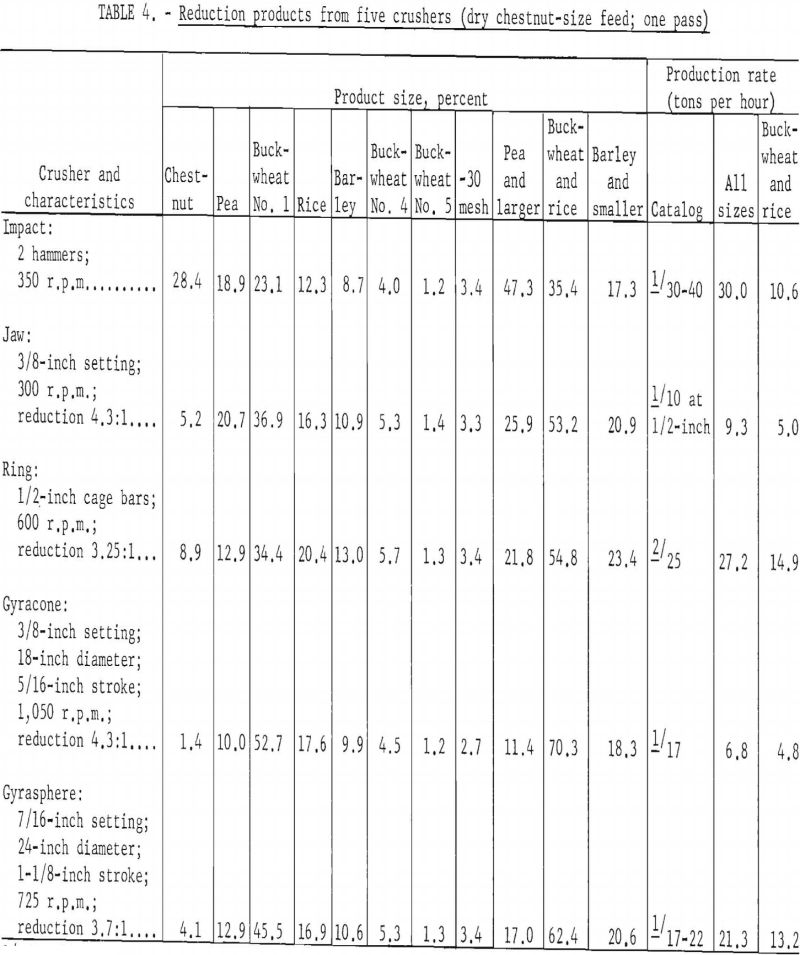
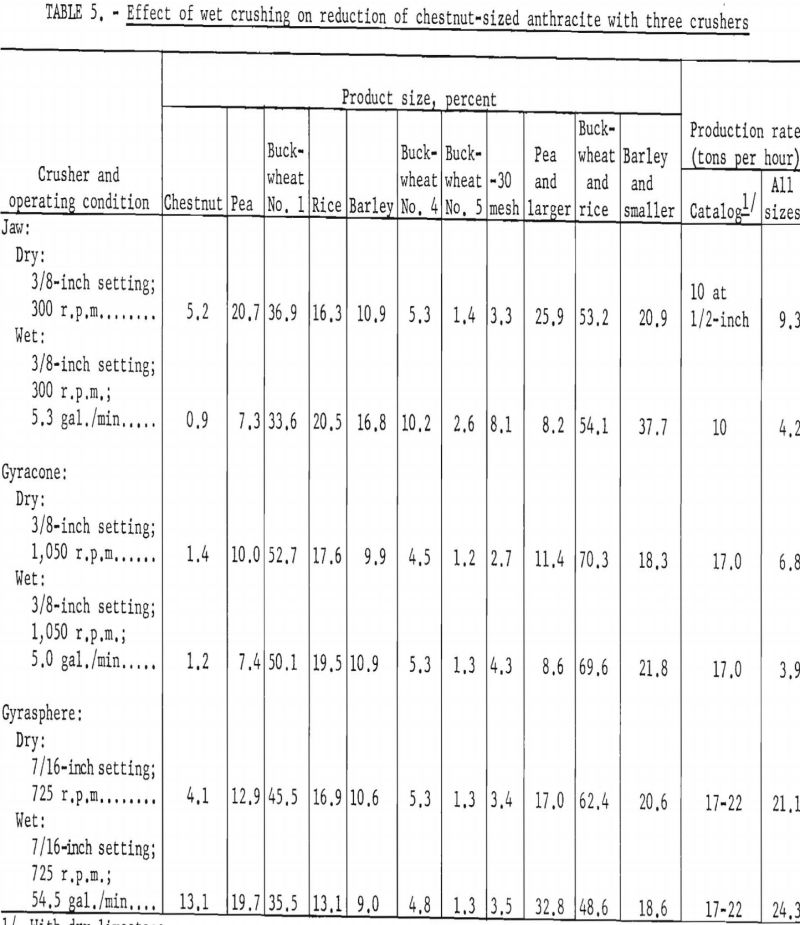
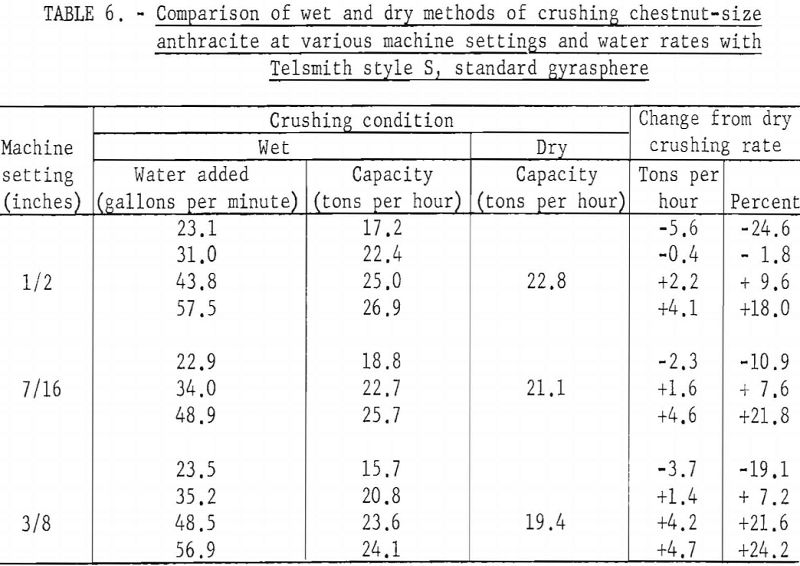
Table 5 presents data on the results of wet crushing in the jaw, gyracone, and gyrasphere units, and table 6 shows the effects of the water used in the gyrasphere. Table 7 presents a comparison of single-pass and stage reduction with the gyrasphere, and table 8 indicates the effect of calculated closed-circuit crushing for all machines studied.
Pennsylvania Reversible Impactor
At speeds of 1,000, 600, and 350 r.p.m., and using three beaters, the impactor produced barley and smaller sizes at rates varying from 68.5 percent of the feed at the highest speed to 23.0 percent at the lowest. As 350 r.p.m. was considered the minimum practical operating speed, all subsequent tests were run at that rate; however, one beater was removed with the remaining two rotating 180 degrees from each other. This reduced the barley and smaller sizes to 17 percent, so it was decided to run all tests using only two beaters.
The data summarized in table 4 represents the best operation obtained with this equipment. Approximately 47 percent of the chestnut-sized feed was retained as pea size and larger. About 35 percent was reduced to buckwheat and rice size, and 17 percent to barley and smaller.
Pennsylvania Kue-Ken Jaw Crusher
The jaw crusher is basically a primary crusher but may be used in secondary reduction, either singly or in parallel. When used as a secondary dry crusher, the Kue-Ken reduced the chestnut-sized feed to 53 percent buckwheat and rice sizes, 26 percent pea and larger, and 21 percent barley and smaller sizes (see table 3) . While crushing, using 23 percent of water by weight, the machine produced about the same percentage of buckwheat and rice-sized material, but at less than one-half the dry-crushing rate (see table 5). The data in table 5 also show that wet crushing increased the undersize in direct proportion to the decrease in oversize.
Pennsylvania Rolling Ring Granulator
This hammer-mill type crusher produced about 55 percent of buckwheat and rice sizes from chestnut-sized dry feed. Pea and larger totaled 22 percent, while barley and smaller amounted to approximately 24 percent. Table 4 shows the production rate was about 27 tons per hour, with buckwheat and rice accounting for approximately 15 tons. These results were obtained with ½-inch cage bar openings and a mill speed of 600 r.p.m. Wet-crushing tests could not be run with this machine because wet-coal cage bars were not available.
Pennsylvania Kue-Ken Gyracone
The data in table 4 indicates that the Kue-Ken gyracone produced approximately 70 percent of buckwheat and rice sizes in a single-pass, dry-crushing operation. Oversized material was only about 11 percent and barley and smaller material, 18 percent; however, the total production rate was less than 7 tons per hour. The wet crushing data in table 4 show little difference in the percentage of the desired sizes produced, but the addition of water at the rate of 5 gallons per minute reduced output by approximately 40 percent.
Telsmith Style S Gyrasphere
Because of the high yield of buckwheat and rice sizes from the gyracone, the style S gyrasphere was installed in the Anthracite Experiment Station laboratory and studied in detail. See figure 7. The data in table 4 show that, with this machine, a single-pass dry-crushing operation yielded over 62 percent of buckwheat and rice at a rate of about 21 tons per hour; pea and larger accounted for 17 percent, and barley and smaller, 21 percent. Wet crushing (table 5), using approximately 55 gallons of water per minute, decreased the percentage of buckwheat and rice produced to about 49 percent, but increased overall production by approximately 15 percent. Wet crushing was then explored to determine the effects of changes in water rate at ½-, 7/16-, and 3/8-inch machine settings. Table 6 indicates that, for a given crusher opening, changing from a low of 23 gallons of water per minute to approximately 58 gallons, materially changed the productive capacity of the machine.
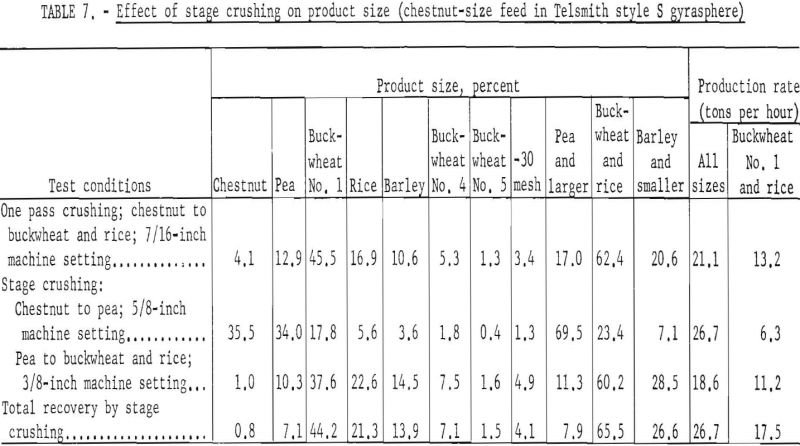
Single-pass and stage dry-crushing were studied next. The stage crushing consisted of first crushing the chestnut with a gyrasphere opening of 5/8-inch to produce a maximum amount of pea size, then reducing the pea and larger at a 3/8-inch opening to produce a maximum yield of buckwheat. Total recovery was calculated for both methods with the results shown in table 7.
Discussion of Results
The data in table 3 show that a 100-pound sample is adequate for obtaining reproducible crushing results in the commercial-size machines studied. The greatest difference in the percentage of buckwheat and rice produced occurred with the Pennsylvania ring granulator, in which 3 percent more of these sizes were recovered from the 500-pound sample than from the 100-pound sample. With the larger sample the amount of oversize was approximately halved, but the undersized material increased commensurately. The substantial change in oversize and undersize was due to the increased retention time in the crushing chamber and to the better feed conditions possible with the 500-pound sample. For example, at the crushing rate shown, a 100-pound sample required approximately one-tenth minute, while a 500-pound sample was retained in the mill approximately one-half minute. With the longer time interval, more accurate timing was possible.
The data in table 4 for single-pass, dry-crushing operation show that the gyratory crushers produced the greatest proportion of the desired buckwheat and rice sizes from the “on size” chestnut feed. All the machines tested equalled, or exceeded, the “rated” capacity indicated for dry limestone or bituminous coal, with the exception of the Pennsylvania gyracone. This machine produced only 6.8 tons per hour, or slightly more than one-third the rated capacity. The ring granulator, while producing approximately 8 percent less buckwheat and rice, actually yielded 1.7 tons per hour more than the gyrasphere. The jaw crusher data show recoveries of the same magnitude as the granulator, but the tonnage was limited to 9.3 tons per hour. Using a jaw crusher large enough to yield the same capacity as the granulator, or gyrasphere would be impractical. As the impactor produced only 35.4 percent buckwheat and rice, with almost 50 percent oversize, it was not evaluated further.
It was possible to conduct wet-crushing tests only with the jaw crusher, gyracone, and gyrasphere because the granulator required a set of wet-coal cage bars, which was not available. The data in table 5 show that the jaw and gyracone crushers produced about the same percentage of buckwheat and rice in both wet and dry crushing, but the capacity of each unit was approximately halved when water was introduced. As the quantity of water used was limited by the amount available at the test site, it was not determined whether additional quantities would have been beneficial. However, in the jaw crusher, water caused sliding and rubbing instead of the direct compression of the pieces against the fixed jaw plate, as occurs in dry crushing. In the gyracone water induced packing in the crushing zone, and it appeared that the short crushing stroke (five-sixteenth-inch) of this machine prevented adequate discharge of the products.
The reduced yield of buckwheat and rice during wet crushing in the gyrasphere was compensated for by the 15 percent increase in overall output. The detailed data in table 6 emphasizes the need for adequate water if the gyrasphere is to perform satisfactorily as a wet-crushing device. For example, with the 7/16-inch setting, which yields the maximum amount of buckwheat and rice when crushing dry material, changes in the amount of water will add as much as 37 percent to the capacity of the machine.
The advantages of using dry-stage over single-pass crushing with the gyrasphere are illustrated by the data in table 7. Stage crushing will minimize oversize and increase the percentage of buckwheat and rice recovered, while also increasing the hourly production rate of these sizes. Stage reduction requires two or more crushers in series for continuous operation, and should be used when there is insufficient demand for the larger sizes resulting from single-stage reduction.
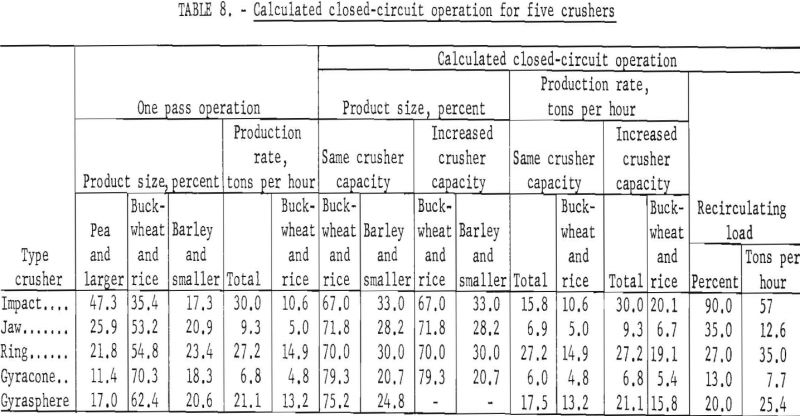
Data obtained from the dry-crushing tests were used to calculate production data for a closed-circuit crushing operation. The calculated data in table 8 are presented to illustrate two possible approaches to closed-circuit reduction, a method which involves continuous screening and recrushing of the oversized material so as to produce only buckwheat, rice, and smaller sizes. The first method provides closed-circuit crushing using the same gross machine capacity, which, in the case of the impact crusher, recirculates 47.3 percent of the feed and produces 15.8 tons per hour of only buckwheat, rice, barley, and smaller. Thus, while percentage of the product appearing as buckwheat and rice increases, the tonnage of these sizes is the same as for a single-pass process.
The second method considers the increased capacity necessary to accommodate the calculated recirculating load and provides for use of a larger machine. Hence, to close-circuit the 47.3 percent oversize with the impact machine requires a recirculating load of 90 percent, or a total machine capacity of 57 tons per hour. Percentage production of buckwheat and rice will be the same, but the tonnage of product will increase directly with increases in circulatory load.
The latter method is the usual practice in planning closed-circuit reduction; however, the choice of either method will depend on the demand for the oversize. If a market exists for it, the increased equipment cost for closed- circuiting cannot be justified. However, should closed-circuiting be necessary, the most practical approach is stage crushing to minimize production of oversize, followed by a final closed circuit with a minimum recirculating load.
This report was limited to obtaining production data on maximum buckwheat and rice size yields. However, in the conduct of the experiments leading to the conditions for maximum yield of these sizes, considerable data was collected on the effect of machine setting on product size. These data have been summarized in tables appended to this report. These data may be used as an indication of the yield of sizes in addition to buckwheat and rice which can be obtained at various machine settings.