
Table of Contents
The furnaces which have been designed with the object of saving the labour necessary to work the reverberatory furnaces may be divided into four classes:
- Stationary hearth furnaces, supplied with iron hoes moved by machinery by which the ore is rabbled. The O’Hara, Spence, Pearce Turret, Brown, Ropp, Edwards, Merton, and other furnaces are examples of this class.
- Rotating-bed furnaces, in which the hoes or stirrers are stationary, while the bed supporting the ore revolves. The Godfrey calciner and the old Bunker Hill furnace are examples of this class.
- Rotating cylindrical furnaces, which consist of brick-lined iron cylinders capable of being rotated, so that the ore is tumbled over and over by their motion while it is being roasted. Examples are the Bruckner, the White-Howell, the Hofmann, and the Argall furnaces.
- Shaft furnaces, in which the powdered ore falls by gravity, in a shower, through an ascending column of hot air, the oxidation being effected in the course of the fall. The Stetefeldt furnace, which is the only one based on this principle, is not used for dead roasting, as it is not adapted for the purpose. It is used for the chloridising roasting of silver ores, and will not be described in this volume.
Furnaces with Mechanical Stirrers—O’Hara Furnace
This is the oldest mechanical furnace, and it bears a great resemblance to the old-fashioned reverberatory furnace. It has two superposed hearths, in each of which the arch is very low, so as to confine the heat close to the ore. An endless chain, set in motion by suitable machinery, passes through the furnace, resting on the upper hearth, and returns along the lower hearth. Attached to the chain at proper intervals are iron frames of a triangular shape; on these frames are a number of ploughs or hoes set at an angle, so that one set of hoes turns the ore to the centre, and the next set turns it in an opposite direction towards the walls. The ploughs thus stir the ore thoroughly, and at the same time move it gradually towards the fire. The ore falls from the upper to the lower hearth by gravity, and similarly falls from the lower hearth into a pit when it arrives at the hottest place in the furnace. The ore is from five to ten hours in the furnace, according to the amount of sulphur contained in it. In the modern form the hearths are each 8 feet wide and 90 feet long, and the capacity is about 35 tons per day, at an expenditure of about 2½ H.P. The ore is not roasted dead, however, in this case, about 6 per cent, of sulphur remaining in it. No less than twenty-three of these furnaces, with Brown and Allen’s improvements, were in operation in the United States in 1893.
Spence Furnace
This consists of a series of four or five superposed hearths, communicating with one another by means of vertical passages at alternate ends of the furnace. The rabbling is done by rakes having a reciprocating motion longitudinally in the furnace and armed with teeth of triangular section having the apices pointing in the opposite direction to that in which the ore travels. When the rakes move in the direction in which these apices point, the ore is only stirred, but when the return movement is made, the flat sides of the teeth push some of the ore along the floor of the furnace, and a part falls through the vertical passages on to the lower hearths. The ore is charged in through a hopper and discharged roasted into a pit. The rakes are withdrawn at intervals to allow time for cooling. This furnace was tried at the Alaska Treadwell Mine, and subsequently abandoned in favour of ordinary hand-rabbled reverberatory furnaces.
One of the chief causes of difficulty and expense in working furnaces with mechanical stirring apparatus is that the iron hoes gradually become heated, and they are then rapidly corroded by the sulphur in the ore. In hand stirring the rabbling tool is withdrawn as soon as it is hot, and allowed to cool, while another is substituted for it meanwhile, thus prolonging its life. In furnaces with mechanical rabbles the trouble and expense caused by the wearing of the hoes were very great until the device was adopted of placing the moving parts of the mechanism outside the ore-hearth with the stirring hoes passing through a slot in the furnace wall. This device is used in some of the furnaces described below.
MacDougall, Herreshoff, and Evans-Klepetko Furnaces
These furnaces have from 3 to 8 circular superimposed hearths, the ore being dried on the top floor and roasted on the lower floors. The ore is stirred by radial arms carrying teeth, the arms being moved by a rotating central shaft to which they are attached. The furnaces are made hot and subsequently work without fuel, reducing the sulphur in concentrates at Butte to about 4 or 6 per cent.
Pearce Turret Furnace
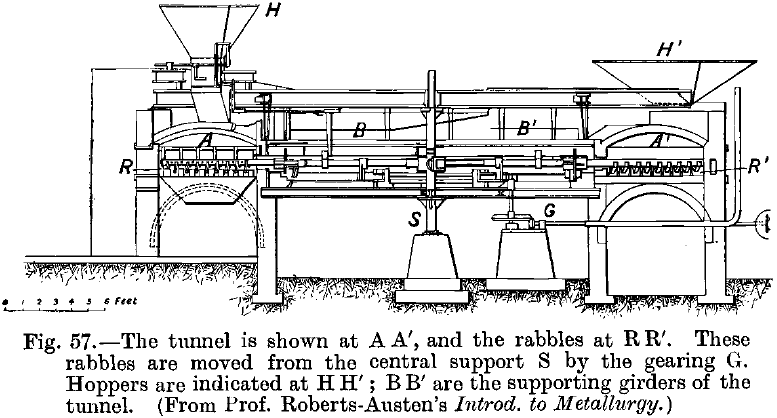
This consists of an ordinary reverberatory hearth built in an annular form (see Fig. 57). In the centre of the circular space surrounded by the hearth is a vertical iron column carrying four hollow horizontal arms projecting through a slot into the reverberatory hearth which they cross transversely. The column revolves and the arms carry rabble blades which traverse the hearth, stirring the ore and moving it round the circle by degrees. “ Air is forced through the hollow arms and is discharged against the rabble blades, performing the double duty of cooling the iron work and of furnishing heated air for the oxidation of the ore.” The ore is discharged automatically after passing once round the furnace. Two or more fireplaces are used. The hearth is 6, 7, or 8 feet wide, and is now sometimes built in two and even six floors, one above the other. Moreover, the top of the arch is sometimes used as a drying hearth. An improvement on the air blast for cooling the rabble arms consists in supplying them with water-jackets, by which their life is lengthened, the air being let in through the fire-boxes and the apertures in the outer wall. Moreover, in imitation of the intermittent movement in the Brown furnace, a single arm is now used with some pyritic ores, running round the hearth at intervals and stopping automatically for a specified period in the open space above the discharge hopper.
The Brown Horse-shoe Furnace
In this furnace, varieties of which are called the “ Elliptical ” and the “ Parallel,” the ore- hearth (L, Fig. 58b) has a narrow chamber, M, on each side of it and separated from it by tiles projecting downwards from the arch and upwards from the hearth, so that only a narrow slot is left between the two series. In the lateral chambers, M, are laid rails on which the carriages supporting the stirrers are moved by a cable running continuously on grooved wheels. These are placed in doorways in the wall of the furnace (see Fig. 58c) to keep them cool. The carriage spans the ore-hearth, passing through the slots connecting L and M, and is arranged to grip the cable or release it. The carriages support steel stirrers which just reach the ore-hearth and stir and move on the ore. In operation half the carriages are traversing the furnace while half are resting in a cooling space (O, Fig. 58) outside the furnace. When two carriages are used, the one moving out of the furnace strikes the other, which is at rest in the cooling space, and pushes it forward until it grips the cable automatically and starts off to take up the stirring, and the hot moving carriage is at the same time automatically released and comes to rest. The stirrers are thus prevented from becoming overheated.
There are one, two, or more fireboxes (P, Fig. 58) according to requirements, and there is generally a prolongation of the ore-hearth outside the furnace walls, used as a cooling hearth, over which the ore is pushed by the stirrers, until it falls into a hopper ready for chlorination. Fig. 58 is a plan of the furnace erected in 1896 at the Golden Reward Chlorination.
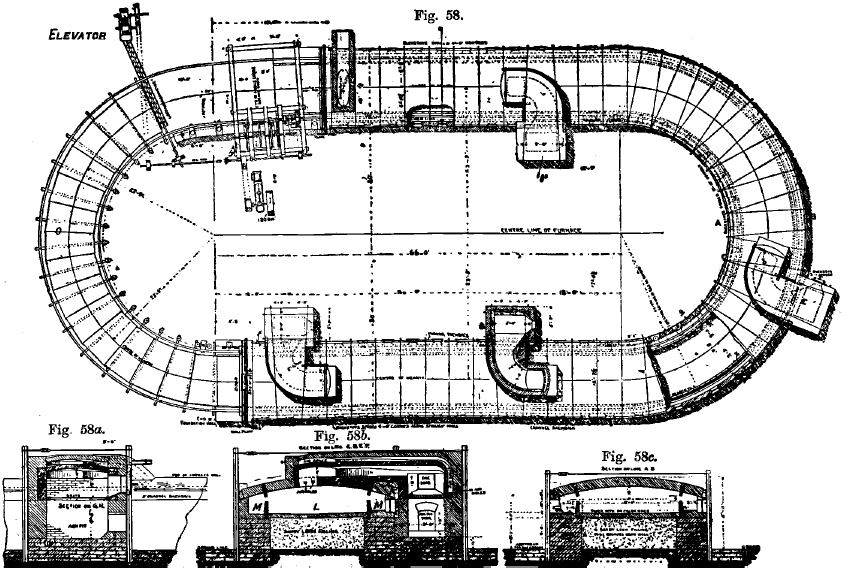
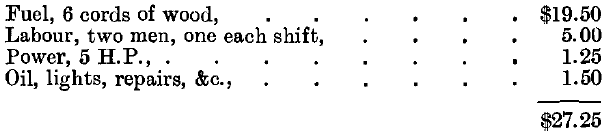
Mill, at Deadwood, Dakota; Fig. 58a is a longitudinal section through one of the fire-boxes; Fig. 58b, a transverse section through the ore-hearth and firebox, and Fig. 58c, a transverse section through a part of the furnace where there is no fire-box. The scale is 1/20 in. per foot in Fig. 58 and 1/10 in. per foot in the others. In the Golden Reward furnace the roasting hearth is 180 feet long and 8 feet wide, and the cooling hearth 78 feet long. Three rabbling carriages are used, following one another at intervals of 90 seconds, and moving the ore forward at the rate of 22 feet per hour. The ore contains from 2½ to 8 per cent, of sulphur, and it is stated that 65 tons of ore crushed through 30-mesh sieves are roasted per day, the product containing 0.3 per cent, of sulphur. The capacity is here 1 ton to every 22 square feet of hearth per day, and the total cost is less than 50 cents per ton for roasting, cooling, and conveying the ore to the barrels, the cost per day of twenty-four hours being made up as follows:
The Brown furnace is also able to treat concentrates, and several are at work in various mills in Western America.
The Ropp Straight-line Furnace differs from the Brown furnace in having the cable placed underneath the hearth, the slot being in the hearth itself. Through the slot an arm, connected below with a four-wheeled truck, extends upwards, and across the upper end of this arm is the supporting bar from which the stirring teeth project. The chamber beneath the hearth is easily accessible for repairs, and the trucks and rabbles are cooled outside the furnace while traversing the track leading back to the starting point. The hearth of the standard furnace is 105 feet long and 11 feet wide, and its capacity seems to be about the same as the Brown furnace of equal area. Several of these furnaces are in use in Western America.
The Holthoff-Wethey Furnace is of similar design. Six of these were used at the Great Boulder Perseverance Sulphide Mill in 1901. The fixed horizontal hearths were 120 feet long and 12 feet wide, the capacity of each furnace being 60 to 70 tons per day. The ore, which apparently contains about 3 or 4 per cent, of sulphur, is stirred and carried forward by means of eight travelling rabbles in each furnace, and less than 0.02 per cent, of sulphur in undecomposed sulphides is left in the ore after roasting.
The Richards Furnace was introduced at Mount Morgan and subsequently installed at the Great Boulder Main Reef Sulphide Works. It consists of eleven superimposed hearths, the whole furnace being 30 feet long, 12 feet wide, and 65 feet high. It is heated by a single fire, and the issuing gases are stated to be at a temperature of 300°. The ore is not stirred, but banks up on each hearth until it forms a natural slope when it slides down, falling from floor to floor through vertical flues. At Mount Morgan the cost of roasting in this furnace was put at 5s. per ton.
The Edwards Furnace consists of an iron frame lined with brick, and is usually about 60 feet long and 6 feet wide inside. There are 15 rotating rabbles moved by shafts passing through the arch and actuated by bevel gearing. A considerable number of these furnaces are in use at Kalgoorlie, the amount of ore roasted in each being from 12 to 18 tons per day.
The Merton Furnace consists of three superimposed hearths and a fourth hearth in front of them and at a lower level. The main hearths are 23 feet 9 inches long and 8 feet wide over all. The height of each arch is 16½ inches in the middle and 9 inches at the side. The ore is charged in on the upper hearth, stirred and moved forward by rotating rabbles attached to vertical shafts, and delivered in succession to the middle and lower hearths and finally to the finishing hearth. There are four shafts, with a rabble attached to each shaft on each of the three floors. The hearths are horizontal, having no fall. The capacity on Kalgoorlie sulpho-tellurides is said to be from 18 to 25 tons of ore per day.
Revolving Cylindrical Furnaces
The Bruckner Cylinder.— This furnace was first introduced in Colorado in 1867, and is used chiefly in the chloridising roasting of silver ores, although it is also suitable for dead roasting. It consists (Fig. 59) of a cylinder of boiler-plate iron, lined with firebricks. The ends are partly closed, leaving central apertures 2 feet in diameter. There are also four receiving and discharging openings (a, a), closed by hinged doors. The discharge is effected into a pit, or into hot-ore cars placed underneath. The cylinder revolves on two chilled-iron friction rings (b, b), resting upon four chilled- iron carrying rollers (c, c). The rotation is caused by friction between the rings and the rollers, which are driven by a belt and pulley. The older method of turning the cylinder by means of a gear-wheel, connecting with teeth set on the cylinder, has been abandoned.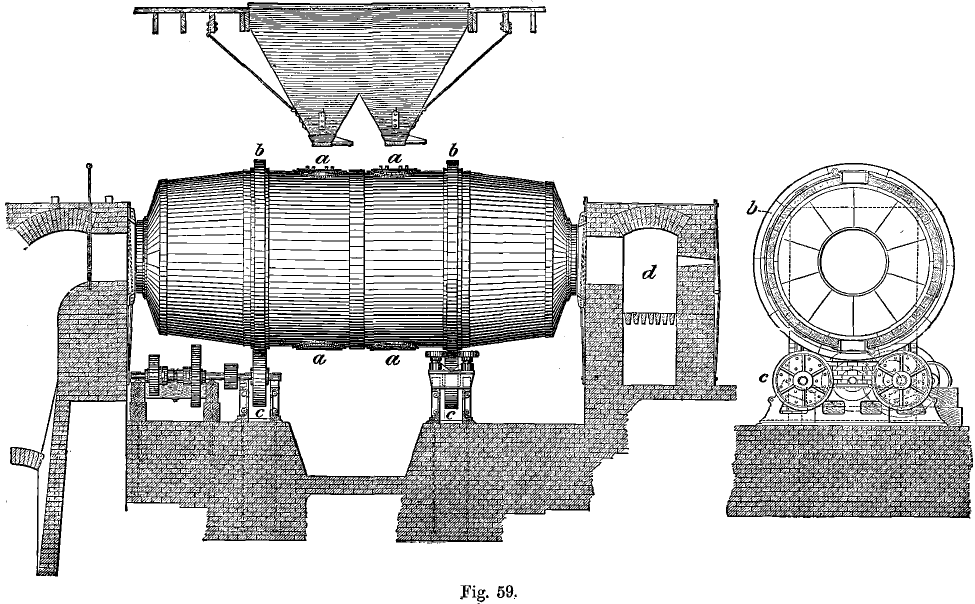
The lining is one brick (2½-inch) thick in the middle of the cylinder, but additional layers are added near the ends until the circle is contracted down to the size of the openings in the ends, which are also lined ; each layer fells short of the preceding one by about 2 inches, so that the lined ends have a conical form. The mortar used consists of one-third fireclay and two-thirds crushed firebrick. In the old form six iron pipes passed through the cylinder in a plane at an angle of 15° to the axis, and perforated plates uniting them formed a diaphragm which assisted in stirring the ore. The circular flange surrounding the opening at one end of the cylinder connects loosely with the fire-box, d; the other end connects with an opening leading to dust chambers and the stack. The dust chambers (not shown in the figure) are large, and must be carefully attended to, as the amount carried over is usually 10 per cent, of the ore, and may rise to 25 per cent. when the mineral is light. The heavier particles collected in the first chamber are charged into the furnace again; the lighter dust is unsuitable for this purpose, and must be subjected to special treatment. In the improved Bruckner the diaphragm is discarded, as it is rapidly corroded by the sulphur, and increases the quantity of material carried into the dust chambers. The furnaces are now usually made 7 feet in diameter and 18 feet long, a full charge being from 6 to 8 tons. This large size has given greater satisfaction than that formerly employed—viz., 6 by 12 feet—the full charge of which was from 3 to 4 tons of ore. As a charge can be kept in the furnace as long as is necessary, the Bruckner is particularly useful when very base ores are to be roasted, or when the ores vary greatly in composition, so that the duration of roasting is not constant. The mixing of the ores is rendered more perfect by the conical shape of the ends, which causes the ore to be thrown backwards and forwards, changing its position frequently and exposing new surfaces to the action of the fire.
Bruckner’s cylinder has been found suitable for the dead oxidising roasting of pyritic ores, a little charcoal being sometimes added towards the end of the operation to reduce the sulphate of copper formed. It has the disadvantage of being too hot at first, and not hot enough at the finish if the fire is kept uniform, and consequently pyritic ore tends to form into balls. These may contain sulphates, which are not then easy to decompose except with great waste of time and fuel. The consumption of fuel is also rendered greater by the shortness of the furnace, as a large amount of waste heat passes out into the dust chamber, and is not utilised, a state of things exactly similar to that which occurs in the reverberatory furnace with only one floor.
Hickock’s improvement in Bruckner furnaces was as follows:— Between the firebox, which is mounted on wheels, and the revolving cylinder is placed a short iron cylinder, 18 inches long, rigidly connected with the fire-bridge and closely fitting the throat of the revolving cylinder. In the lower side of the small cylinder is an aperture, from 8 inches to 10 inches square, closed by a sliding door. This is useful in regulating the draught, without cooling down the fire. By its use a sheet of cold air can be made to pass immediately above the ore and below the products of combustion of the fire. It is stated that a considerable saving of fuel has been effected since the introduction of this simple device, and that a more perfect roast can be obtained in one-third less time than was formerly possible.
The Hofmann Furnace
This furnace was designed by H. O. Hofmann as an improvement on the Bruckner cylinder, which has the disadvantage of being much hotter at one end than at the other. The result of this is that the ore near the fire is exposed to a higher temperature than that near the flue, and, consequently, it is finished much sooner, so that fuel is wasted while finishing the ore in the colder part of the furnace, and, in the case of antimony ores, if the temperature is high enough to roast the ore next the flue, the portion close to the fire becomes caked and suffers a considerable loss of silver by volatilisation. The Hofmann furnace (Fig. 60) has a fireplace and flue at each end. The flues are between the fireplaces and the cylinder, and open downwards into dust chambers, C, built beneath, which are connected with the main stack. The arrangements at each end are the same, and are such that, by means of dampers, the current of the air and gases can be made to pass through the furnace in either direction. The fire is lighted first at one end, A, and the dampers arranged so that the draught passes through the revolving cylinder and down the flue, B, at the other end. After a few hours the fire is lighted at the other end, in the fireplace, D, and the position of the dampers is reversed. The alternate heating from the two ends is regularly performed until the charge is completely roasted. In this way more uniform heating is obtained, both halves of the charge being raised to the required temperature without any portion being overheated. It is stated that the formation of balls is diminished by this system, and, in particular, the furnace is found to answer well when treating ores which require either a very low roasting temperature, or a very high one. Thus, for example, antimonious ores, which cake readily, are said to be successfully treated by the use of moderate fires ; and ores containing very little sulphur, and so requiring a higher temperature, can readily be made as hot as is necessary by the alternate use of large fires, without using much fuel. When one fire is in operation the other is allowed to go down. By closing one of the large dampers near the main flue, and opening the damper of the corresponding descending flue, and the “plug door” in connection with it, a current of fresh air can be introduced into the furnace beneath the flame from the fire, thus greatly increasing the rate of oxidation of the ore. This arrangement is especially useful when ores carrying a high percentage of sulphur are being treated, their tendency to form balls being in this way greatly diminished.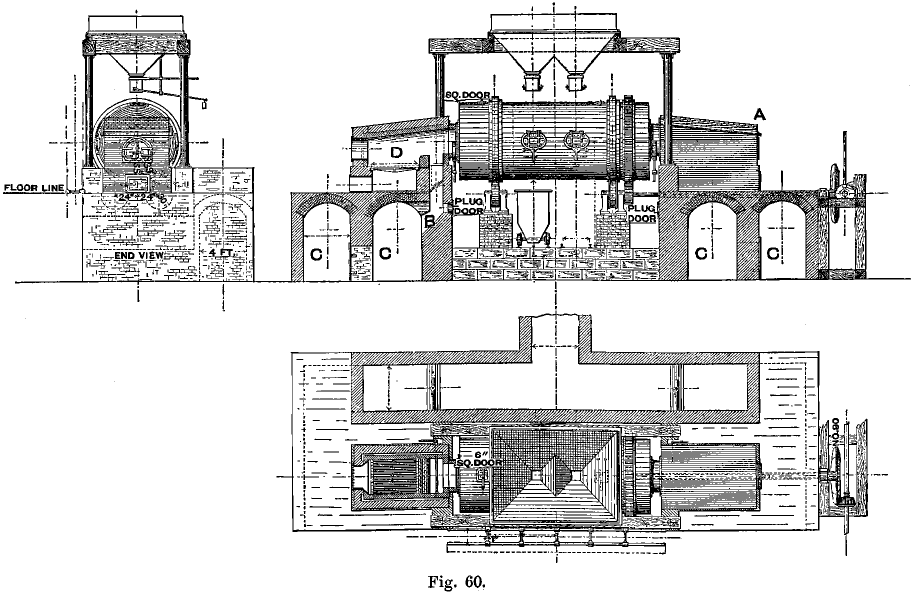
It is clear that the use of much larger cylinders than those of the Bruckner furnace is rendered possible by the presence of a fire at each end. Nevertheless, the evil of heating the ore unequally is only palliated; the ore in the middle of the furnace is never heated so strongly as that at the two ends, whilst in the case of continuous-discharge inclined cylinders, every particle of ore is heated similarly. Moreover, the use of two fires, which are alternately checked and urged, must cause a considerable waste of fuel. The principle is obviously inferior to that of the White-Howell furnace.
One incidental advantage of this furnace over all other revolving cylinders lies in the absence of loss from the carrying away of dust at the moment of charging-in. In other cylinders the ore falls in a shower into the furnace through a strong draught, by which much of the dust is carried off into the flue. When charging the Hofmann furnace, however, the dampers in both the descending flues are left open, so that the draught passes through both fireplaces direct to the dust chambers, without entering the furnace at all.
The White and White-Howell Roasting Furnaces
The White furnace consists of a long cast-iron revolving cylinder, lined with firebrick, and inclined towards the fire end. The cylinder is bound by four cast-iron rings which rest on friction wheels, serving as supports, and it is involved by other friction wheels driven by a shaft and pulleys. Crushed ore is fed into the furnace continuously at the upper end, passes through it by gravity, and is continuously and automatically discharged by falling into a pit through an opening in the floor close to the fire. The time occupied by the ore in passing through the furnace depends on the angle of inclination of the cylinder which can be changed, so that the time of roasting can be shortened or lengthened according to the nature of the ore. Ores containing a high percentage of sulphur require to be subjected to heat for a longer time than those with little sulphur, and the angle of inclination is reduced in such cases. The average inclination is about 1 in 20. The cylinder is lined with firebrick throughout, and projecting bricks raise portions of the ore and drop it through the flames, thus assisting the oxidation.
The advantages claimed for this furnace are that it is continuous in its operation, discharging its product regularly into the pit at the lower end, and this roasted ore can be allowed to accumulate and be withdrawn as required. The ore is submitted to a gradually-increasing temperature, the most favourable conditions for dead roasting being thus obtained. The usual size of this furnace is about 4½ feet in diameter and 27 feet long, the capacity being usually stated at from 20 to 30 tons per day. When employed for the dead roasting of pyritic ores its capacity is less, and in some cases the passage through a 27-foot cylinder is insufficient to eliminate the whole of the sulphur. In such cases the ore is made to traverse successively two similar cylinders, the combined length of which is sometimes over 60 feet. Great care should be exercised in keeping the ore supplied to the furnaces as uniform as possible, so that when once the rate of feed and the proper angle of inclination for the ore have been determined, no further alterations are needed in order to continue to give a perfectly-roasted product.
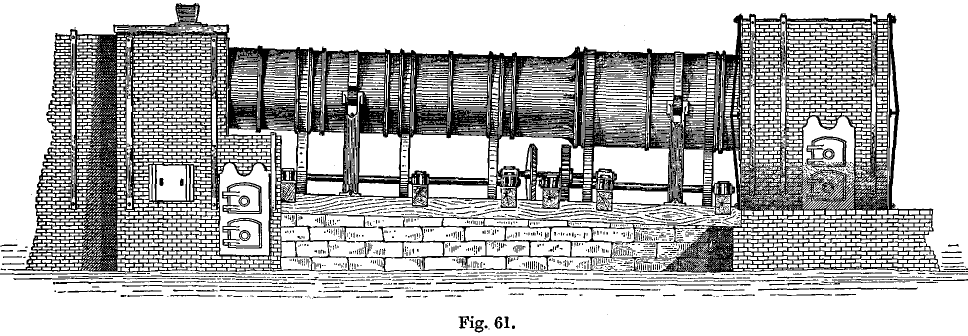
In the White – Howell furnace (Fig. 61) only the enlarged part next the firebox is lined with firebrick, the remainder being left unlined. Cast- iron spirally arranged shelves assist in raising and showering the pulp through the flames. To both White and White- Howell furnaces an auxiliary fire is often added for roasting the dust which escapes from the main furnace.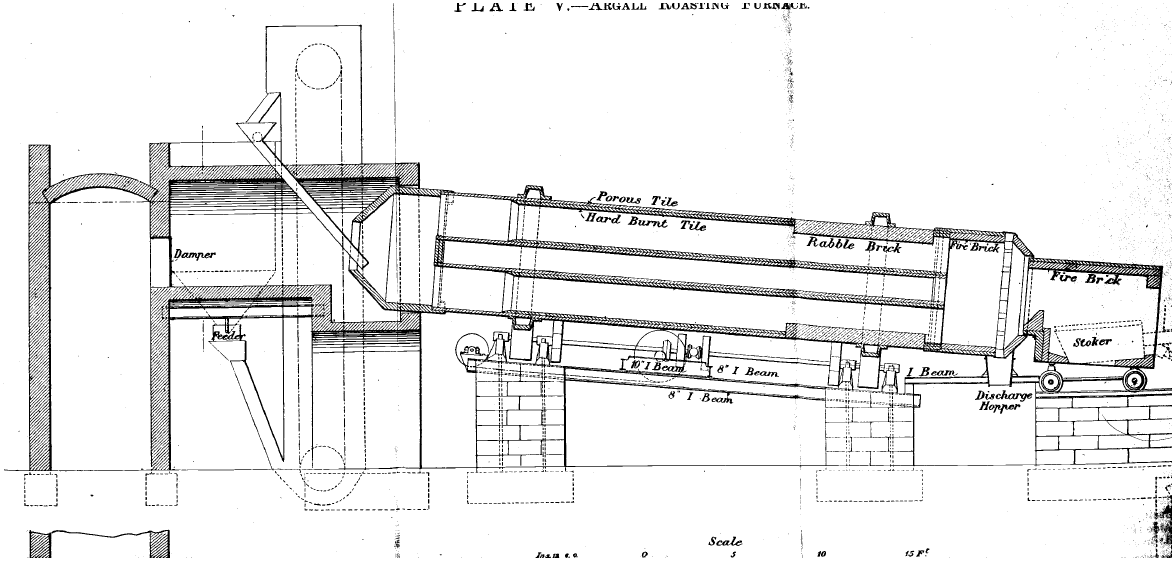
The dust, when it has been completely roast ed, is shovelled out and mixed with the main bulk of the ore by hand. This arrangement is decidedly inferior to that suggested by John E. Rothwell, who uses a hopper-shaped dust chamber with its bottom consisting of an inclined cast-iron plate projecting about 8 inches into the upper end of the cylinder. The dust carried out of the cylinder settles in this chamber, and, as it accumulates, slides down the sides and mixes with the fresh ore. The ore is thus kept more uniform than if re-mixed by hand, and some saving in labour is also effected. Rothwell uses a cylinder 36 feet long and 5 feet in diameter with an inclination of 14 inches only, rotating once per minute. The lining is of firebrick, 6 inches thick.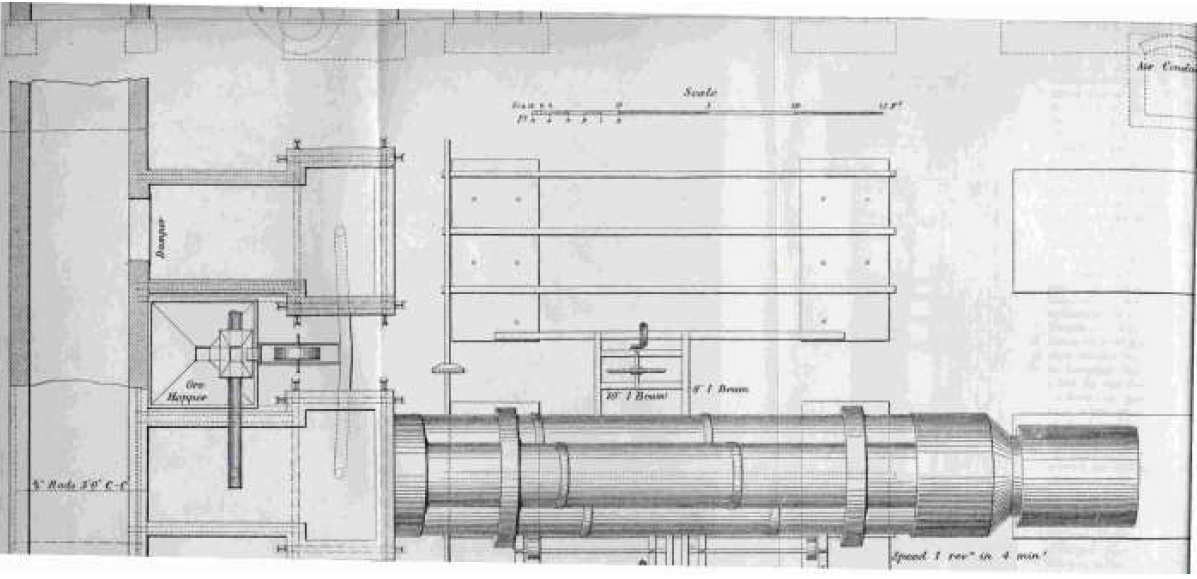
The Argall Roasting Furnace
This is a modification of the older forms of rotating cylindrical furnaces, and consists of four small parallel tubes instead of one large one. The tubes are about 28 feet long, 2 feet in diameter, and lined with firebrick, which is thicker at the lower end nearest the fire. The ore is equally distributed between the tubes, so that the furnace is balanced and requires but little power to rotate it. The furnace is rotated by friction drivers, and makes about one revolution in four minutes, the slowness of movement of the ore diminishing the loss by dusting. The working drawings reproduced in Plate V., were supplied for the purpose by Mr. Philip Argall. The furnace as shown is arranged for burning coal, but some have been erected and were used for some time with oil as fuel. The capacity of the furnace when roasting ores containing 2 per cent, of sulphur is from 45 to 50 tons per day, the sulphur being reduced to 0.1 per cent.; the ore is from two to three hours in the furnace, and the consumption of slack coal for this ore is 150 to 160 lbs. per ton. On pyritic ores containing 12 per cent, of sulphur, the capacity is said to be from 25 to 30 tons per day. The cost of roasting is very small, hardly any repairs and supervision being necessary. The furnace has been used continuously for some years at Cyanide, Colorado, in roasting Cripple Creek ores for cyanide treatment. Similar furnaces with modifications, are used for drying ore and also for cooling roasted ore. In the cooler, water tubes and jackets reduce the temperature of 300 tons of ore per day from a red heat to the ordinary temperature.