
Perlite, as required for the light weight aggregate industry, must be closely graded and the amount of minus 100 and minus 200 mesh perlite must be closely controlled. Perlite, being very brittle and friable, demands precautions throughout the flowsheet to eliminate excessive fines.
Perlite Process Flowsheet
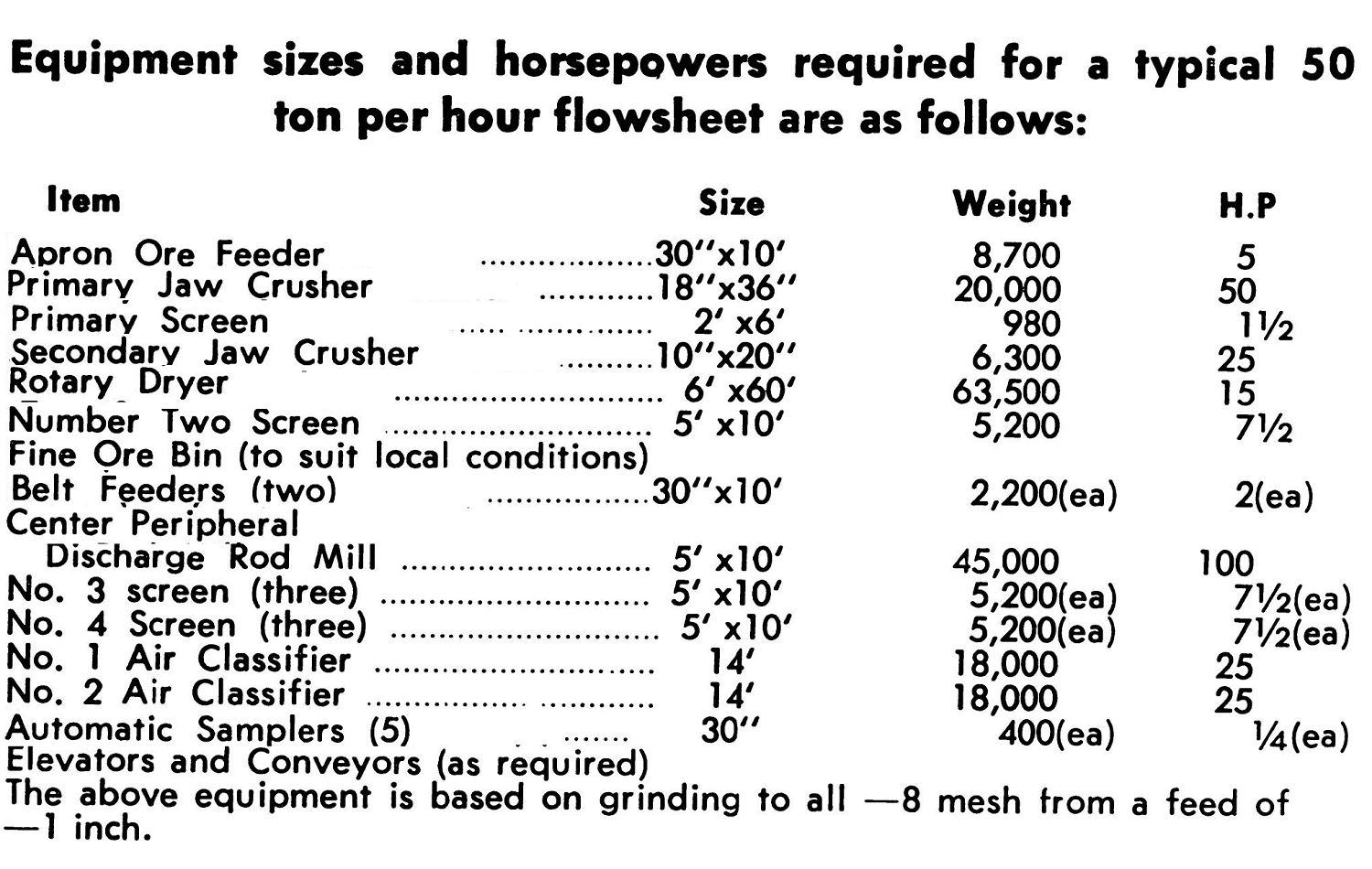
The flowsheet illustrated is applicable for various tonnages from 50 to 400 tons per 8-hour day. Tonnages greater than 400 will want to consider parallel circuits rather than increasing the size of equipment required and the possibility of producing fines as a by-product to larger tonnage operations.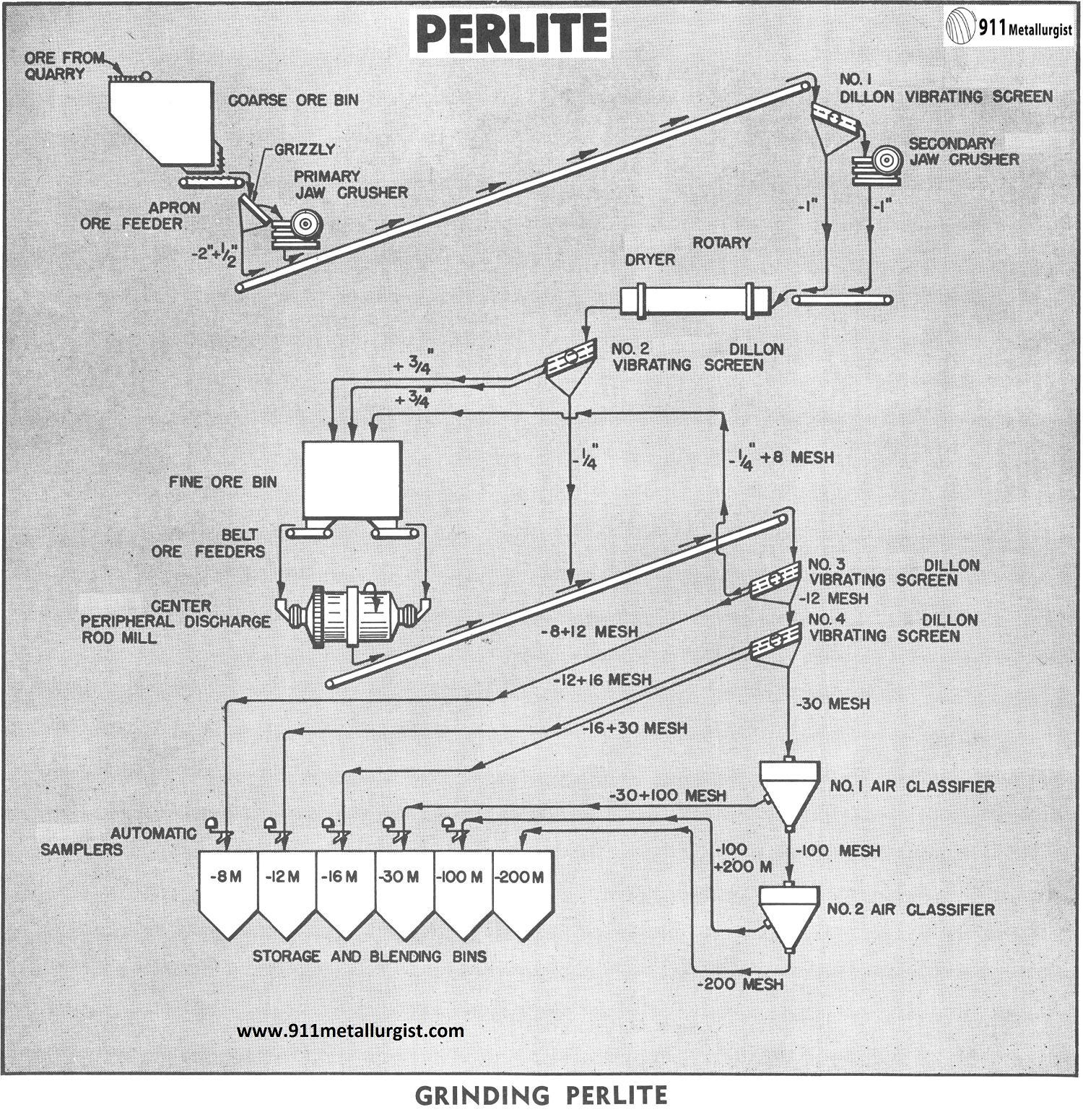
Ore, from the quarry, is trucked to the coarse ore bin and metered to the mill with a Heavy Duty Apron Ore Feeder. Due to the normal open pit type operation of perlite deposits the ore frequently has a high surface moisture content.The surface moisture must be kept very low when it is separated into various sizes for marketing. Often times the surface moisture must be less than half of 1% for effective screening. Screen heating devices are sometimes helpful.
A primary Jaw Crusher reduces the mine run ore to approximately all minus 3″. The grizzly ahead of the jaw crusher removes fines to prevent crushing undersize material and producing excessive fines. Hard surfacing the crusher jaw helps prolong jaw life due to sharp edges of the perlite ore literally biting into the jaw metal.
Products from the primary crusher are screened ahead of the secondary crusher at approximately 1″. The secondary crusher may not be required for smaller tonnages. There are some applications in which the primary crusher product can be handled directly by the center peripheral discharge grinding mill. The crushed material enters a direct heat, con-current Rotary Dryer for the removal of residual moisture prior to the grinding and sizing operations. This dryer is to remove surface moisture only. The “popping” of perlite is done under controlled conditions in a special furnace. This is done normally at a location close to the ultimate market due to transporting the larger bulk of popped perlite.
Discharge from the Rotary Dryer passes over a Dillon Vibrating Screen equipped with two decks. The top deck makes a separation at approximately ¾”. The second deck makes a separation at about ¼”. The coarse screen cloth on the top deck protects the finer cloth on the second deck and results in longer screen cloth service. Frequently large, flat pieces of perlite will pass through the primary and secondary jaw crushers. The scalper or upper deck prevents these unusually large pieces from damaging the finer screen cloth on the lower deck. Oversize from both decks go to the fine ore bin for size reduction.
The fine ore bin is provided with two Belt Ore Feeders to uniformly meter the minus 1″ material to a Center Peripheral Discharge Steel Head Rod Mill. Feed is introduced at both ends by means of spout feeders and the finished product is discharged at the center of the mill. Careful control of size and rate of feed, as well as rod charge are necessary to avoid the production of fines. At the same time the operation must effectively reduce the oversize for separation by subsequent Dillon Vibrating Screens.
In order to simplify feeding the rod mill for small tonnages, an end-peripheral discharge mill may be used with good results.
The Steel Head Rod Mill is well suited to this service because of its low operating costs. The low- cost is the result of low consumption of grinding rods, long life of liners, and minimum operating attention. Consistent uniformity of product, and low operating costs, indicate that applications in other fields may warrant study.
The rod mill discharge, together with the minus ¼” undersize from the No. two screen, goes to the number three screen which also has two decks. The top deck makes a minus ¼” plus 8 mesh separation which may be returned to the fine ore bin for regrinding.
The second deck makes a minus 8 mesh plus 12 mesh separation which is a final product and goes to a storage bin for subsequent blending.
The undersize from the number three screen, which is all minus 12 mesh, constitutes the feed to the number four screen.
The number four screen is also equipped with two screen cloths. The top deck makes a minus 12 mesh, plus 16 mesh separation. This top deck product is of a final size and goes to a storage bin for subsequent blending. The second deck makes a minus 16 mesh plus 30 mesh separation which is also a final product and goes to blending bins.
The undersize from screen number four, which is all minus 30 mesh is introduced into the number one air classifier which makes a minus 30 mesh plus 100 mesh separation. This fine size product is also stored in bins for subsequent blending. A secondary air classifier can be added, if desired, to make a minus 100 mesh, plus 200 mesh separation and a final product of minus 200 mesh. The minus 200 mesh is required in very small amounts and frequently represents waste.
Market requirements may alter the various screen sizes for each bin. Provisions can be made for blending products from several bins in the proper proportions to meet the market requirements.
Automatic Samplers are used on all final product lines to assure close laboratory control on quality and to spot any defects in screen cloth that might develop in continuous operation.
Importance of laboratory tests in planning a perlite grinding operation are emphasized by the problems of mill size, rod charge, circulating load and feed controls required for proper mill balance and operation. Grindability tests followed by small pilot-plant grinding tests in the Testing Laboratory can aid materially in the selection of proper size mill and controls necessary to meet exacting market specifications.
Source:
This article is a reproduction of an excerpt of “In the Public Domain” documents held in 911Metallurgy Corp’s private library.